当机械结构固定后,B轴旋转会有一个固定的旋转中心,标定B轴中心就是测定出这个旋转中心在XZ平面的坐标(X,Z)。
测定B轴中心需要使用一个没有倒角的标准矩形管(或者没有倒角的矩形棒材)实现。
标定之前,确定系统X,Z,B轴已经回过原点,然后将切割头喷嘴移到标准管上方,并输入标准管宽和高,最后点击开始标定中心。标定完成后按<保存>退出。
用标准矩形管(或棒材)标定过后,除非机械旋转中心发生偏移,否则没必要经常标定B轴中心。
若使用带有倒角的矩形管进行标定,可能会影响B轴中心的精度。
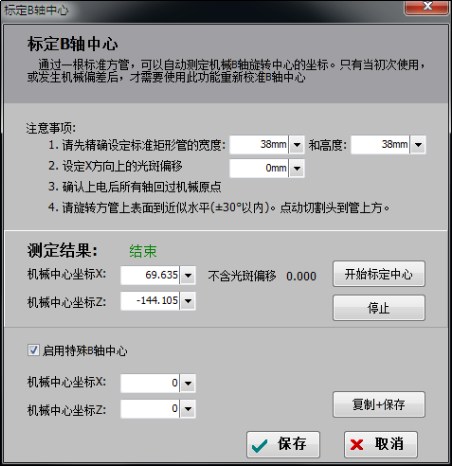
矩形管尺寸:设定标准矩形管的宽度和高度,建议使用没有倒角的标准矩形管。
光斑偏移:设定当前机床切割头的光斑偏移误差。应用场景:TubePro以喷嘴中心为基准测出B轴中心,若因为激光光斑不在喷嘴正中心而导致切割出来的对穿孔有一定的偏差,请将该偏差除以2填入光斑偏移。
测定结果:显示机械旋转中心坐标值。
特殊B轴中心:如果机床结构比较特殊,在切割时会有机械旋转中心变动的情况(例如七轴拉料结构或者中卡避让结构),可以提前标定一个特殊B轴中心。正常切割时使用的仍是上面的B轴中心,当机械旋转中心有所变化之后,可以通过PLC启用特殊B轴中心,以此提高切割精度。
<复制+保存>按钮可以将B轴中心的数值拷贝过来。
保存/取消:保存会将测定结果记录为B轴中心,取消则不保存。