产品资讯详情
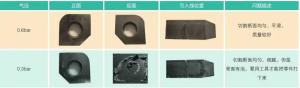
激光切割常见问题分析及解答
工艺、常见问题
 5869
5869  24
24
5869
24

结束语




