激光加工PK传统加工,万瓦激光势起风至
传统加工
 1179
1179  2
2

凭着“低成本、高效率、应用广”等众多优势,激光加工技术成为国家产业转型升级的重要支撑技术,是当代最具先进性的加工制造技术,代表着未来制造业的发展趋势。而万瓦激光加工技术的应用,则进一步拓宽升级了激光加工的应用领域,随着工艺的日渐成熟,万瓦激光得到了市场的广泛认可,加之国家产业升级亟需先进技术替代传统工艺,万瓦激光可谓是势起风至,未来已来!
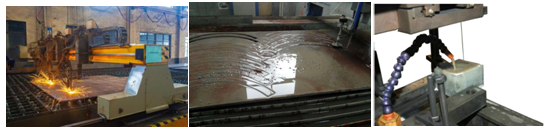
根据中国钢材行业消费情况分析,目前钢材主要应用行业是建筑、机械、汽车、能源,其次是造船和家电。而这些行业所使用的大部分是中厚板材,传统中厚板材加工多采用等离子切割、火焰切割、水切割、线切割等加工方式,但也存在部分问题,比如等离子不能切割小孔,尺寸精度差,热影响大,不能切割小零件,割缝宽,浪费材料;火焰切割只能切割碳钢,不能切割有色金属,且切割速度慢;水切割对水质污染大;线切割速度慢,耗材大;冲床磨具损耗大,开模费用高等。
而光纤激光切割可以弥补传统切割方式的不足之处,尤其万瓦激光切割的发展,解决了以往激光切割在厚板切割方面的限制,受到了越来越多终端钣金加工用户的青睐。
今天我们以三个图形工件为例,让万瓦激光加工与传统加工一较高低。
万瓦激光设备除了在厚板切割上有得天独厚的优势,它加工高精度零件的能力也是极其强大。同样齿轮工件(以下图零件为例),等离子切割时产生的高温会使齿轮尖角钝化,切割端面粗糙不光滑、精度低,需要铣床将圆角齿轮二次精加工成尖角齿轮;采用万瓦激光切割则可以一次性切出尖角,且断面光滑,可满足航空航天、电力设备、石油设备、汽车制造等更多行业的高精度要求。
样件:直径500mm齿轮,厚度12mm,碳钢材质,尖角R1mm,42个尖角;
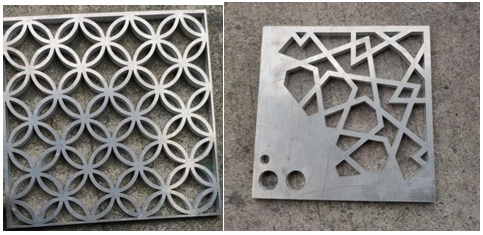
对于复杂图形,传统加工方式基本无法一次完成,需要多个设备及工艺结合才能加工出来,往往效果还不尽如人意;而柔性化的激光工艺一台设备即可加工任意图形,速度、效果都超越传统加工方式。
以厚板金属幕墙图形来说(以下图工件为例),10-25mm板厚的铝质幕墙、窗花,传统加工方式需要雕刻机与线切割结合才能完成,雕刻机做不了尖角,线切割成本高,效率极低,对尺寸还有限制。若采用万瓦激光加工的话,一台设备一次性即可完成,速度快、成本低、表面光洁度好,还可以加工各种超大尺寸复杂图案。
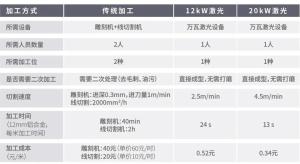
传统加工工艺需要采用模具、刀具协助加工,限制了部分图形的加工,若图形数据有变还需重新制作模具,模具成本高,修改时间长,无法一次成型;而激光加工灵活性高,可加工任意图形,可以根据客户需求随时对产品设计进行修改,且加工质量高。
以切小孔来说(以下图工件为例),等离子切割加工孔径的最小直径只能约等于被加工板材的厚度,即25mm厚的钢板只能加工大于等于25mm的孔径;而万瓦激光切割加工孔径的最小直径可达到被加工板材厚度的20%,即25mm厚的钢板可以加工5mm的孔径,并实现在厚板金属上一次性切出不同孔径。
样件:直径500mm圆盘,厚度25mm,碳钢材质,加工4、6、8、10mm直通小孔,50个;
我们常说要多快好省地建设我们的国家,即数量多、速度快、质量好、成本省,四者合之其实就是生产力。对于制造业而言,先进生产力即是建立在高品质之上的高效率、低成本。
免责声明:凡本媒注明来源非本媒的作品和图片,均转载自其它媒体,目的在于传递和分享更多信息,并不代表本媒赞同其观点和对其真实性负责,版权归原作者所有,如有侵权请联系我们删除。