产品资讯详情
钣金制作中重要的几点经验
钣金制作
 912
912  1
1
912
1

1. 板厚1.2mm,长圆孔尺寸45mm×10mm,孔边距5mm,采用激光切割工艺,变形大,应尽量减小孔密度,减小变形。
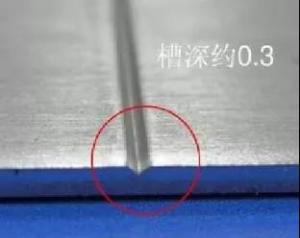
2. 长腰孔距离折弯边较近,采用应力释放槽的工艺,避免长圆孔折弯变形。

如果不加释放槽,需要先折弯成形、焊接修磨后,再去铣削4个长圆孔,费时费力还容易造成划伤,同时增加加工成本。
3. 无法整体折弯成形的盒类零件只能采用拼焊的方式,但变形较大。
4. 应尽量采用搭接的焊缝结构,而避免采用角焊缝结构。