产品资讯详情
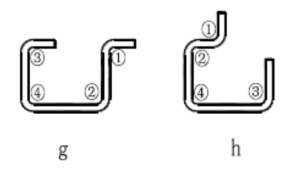
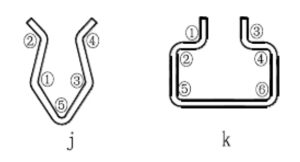
钣金折弯如何确定折弯的顺序
折弯顺序、钣金折弯
 1374
1374  4
4
1374
4