1.支持只在非余料区域自动排样
排样按钮三角下拉新增“非余料区域排样”功能,支持在已添加余料线的前提下,在非余料区域内填充排样。

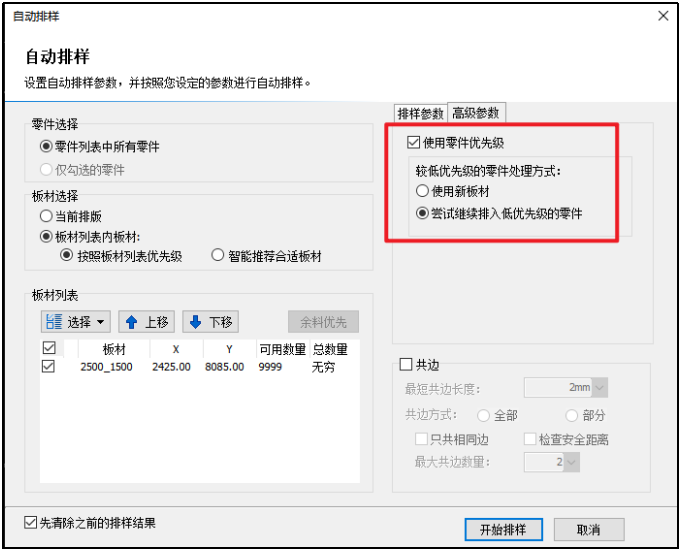
2.自动排样支持设置零件优先级
详细零件列表界面,支持设置零件优先级,可以填入1-20的任意整数,数字越小优先级越高。
自动排样时勾选“使用零件优先级”,则会按照优先级顺序排入零件。
选择“使用新板材”将严格按照设置的优先级排入,剩余板材不足以排入高优先级零件时将会停止继续排样,直接使用新的板材排入。
选择“尝试继续排入低优先级的零件”,剩余板材大小不足以排入高优先级零件时,将会优先使用低优先级零件进行填充排样以保障利用率。

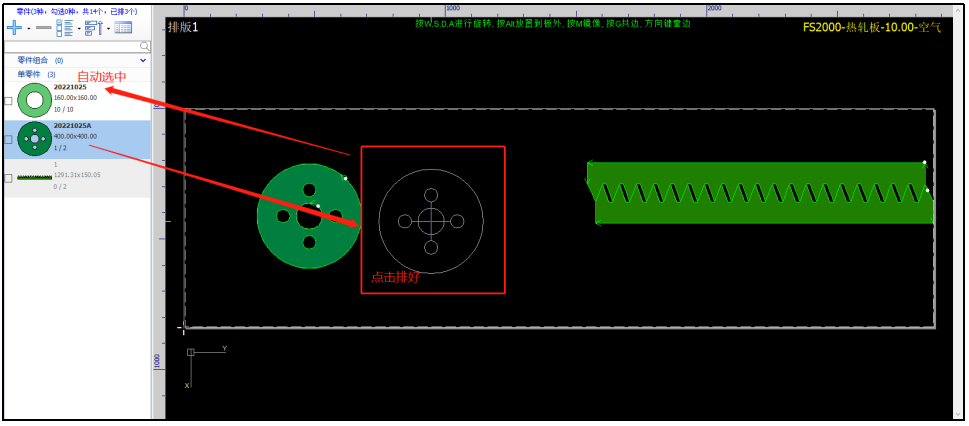
3.手动排样零件跳转交互优化
上一个零件手动排完后,无需再重新拖拽新零件,可以自动拖起下一个未排完零件进行手动排样。
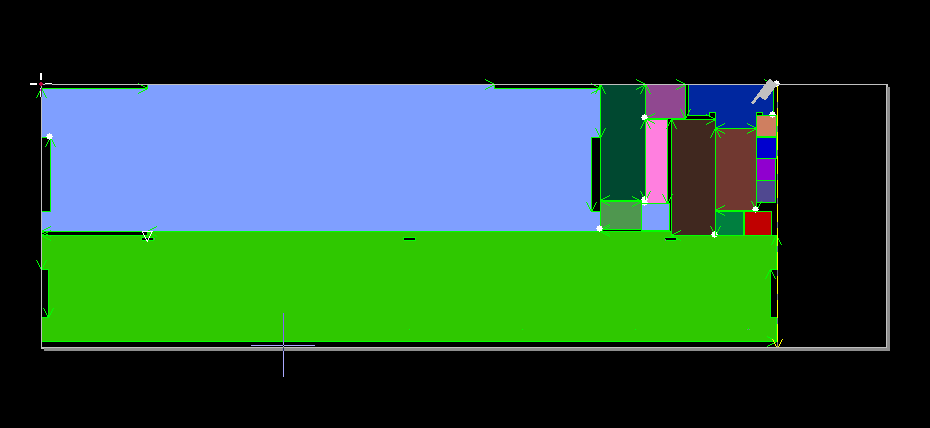
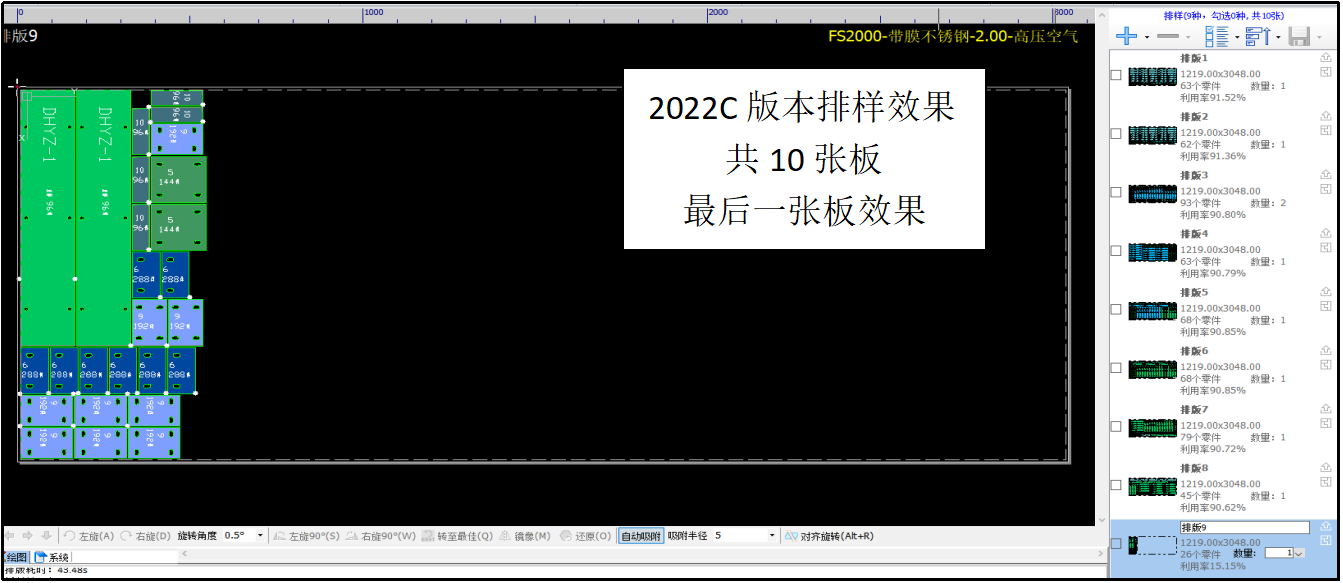
4.矩形多板自动排样效果优化
多矩形案例自动排样的利用率显著提升。如下图,最后一张板材的使用面积明显更小,总体利用率更高。

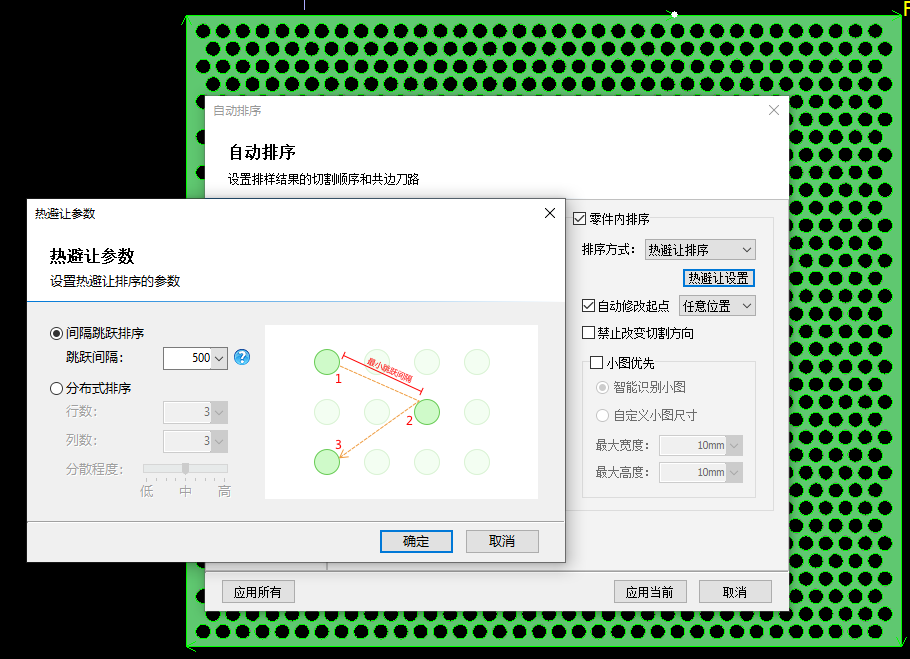
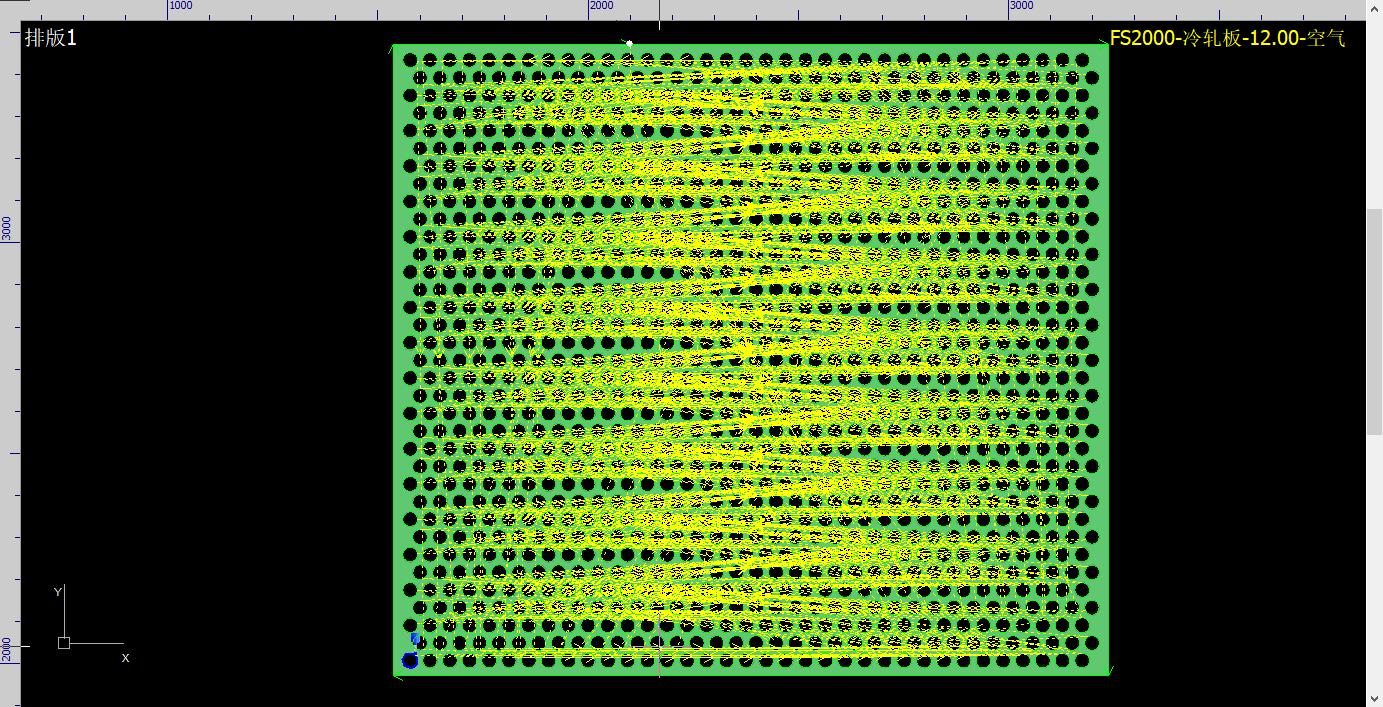
1.新增热避让排序方式
针对轮廓密集、热影响较大的任务,自动排序新增“热避让排序”方式,零件间、零件内排序都可以支持。
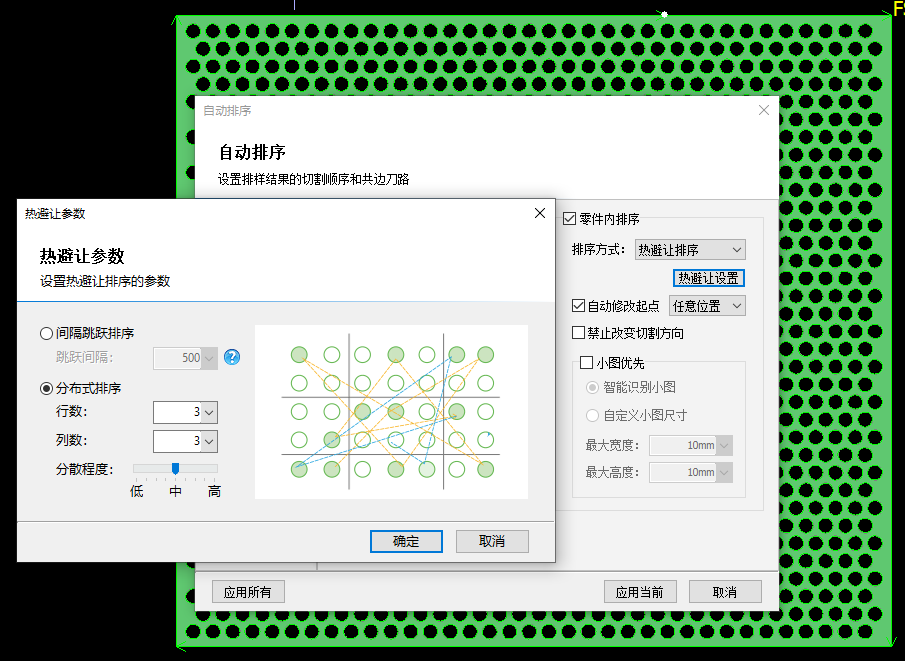
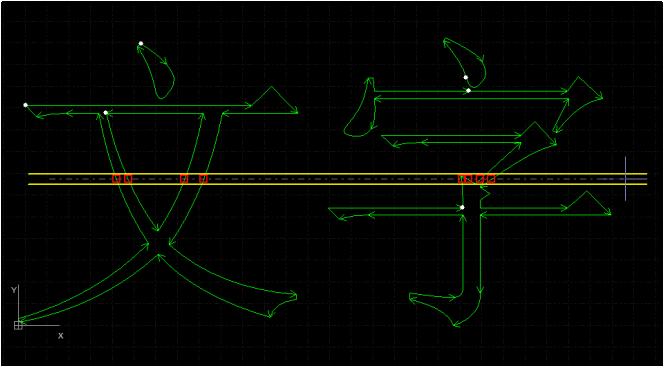
热避让排序有两种方式,分别是间隔跳跃式排序和分布式排序。
对于间隔跳跃式排序,通过设置相邻轮廓间最小间隔控制加工跨度,间隔设置越大,轮廓加工顺序越分散,空移越长。(如图1、2所示)
对于分布式排序,通过设置分隔行列数和分散程度控制加工跨度,行列数越少/分散程度越高,轮廓加工顺序越分散,空移越长。(如图3、4所示)
由于热避让排序是通过轮廓乱序减少加工中的热影响,所以必定会产生较长空移,需要格外注意操机安全。

1.零件识别模块交互优化
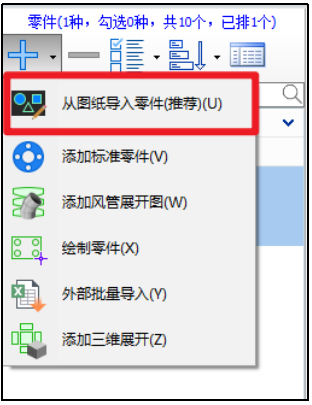
合并“从文件添加并编辑”和“从文件添加”入口,改为“从图纸导入零件”,支持单选/多选图纸。
2.新增强大的图纸预处理功能
扩展“自动优化参数设置”界面为“零件识别预处理”界面,图纸优化功能移至该界面下方,可以多次进行图纸初步处理。
左侧新增图纸集,显示所有导入图纸列表。图纸前绿色表示全部识别为合法零件,红色表示存在错误问题,问题图纸自动置顶。
顶部“启用文件对比”勾选时开启图纸对比功能。左侧视野显示dxf/dwg在AutoCAD中的原始图形、图层等,不可被编辑;右侧视野显示自动优化后进行零件识别的结果。
图纸经过优化处理后,被识别出来的合法零件集合显示在右侧零件库。
识别结果符合预期即可“进入排样”,相当于原“从文件添加”;需要进一步编辑则可“进入图纸处理”继续编辑,相当于原“从文件添加并编辑”。

3.问题图纸交互优化
进入图纸处理后,左上方显示问题描述。黄色显示警告问题,红色显示错误问题,可点击问题前眼睛图标选择性显示。
鼠标悬浮到问题图纸时,显示错误类型和修改建议。

4.文字桥接交互优化
图纸处理界面设置桥接时,不再需要提前手动转曲,被桥接文字可以自动转为曲线。
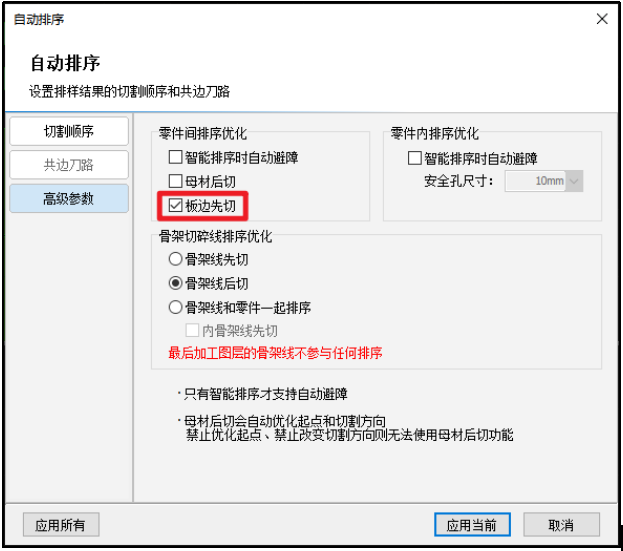
1.支持板边刀路先切
由于板材边缘受热影响较大,易产生形变,起刀位置的选择尤为重要。
自动排序-高级参数-零件间排序优化,勾选板边先切,贴近板边的长直线先切,起刀点靠近板边。
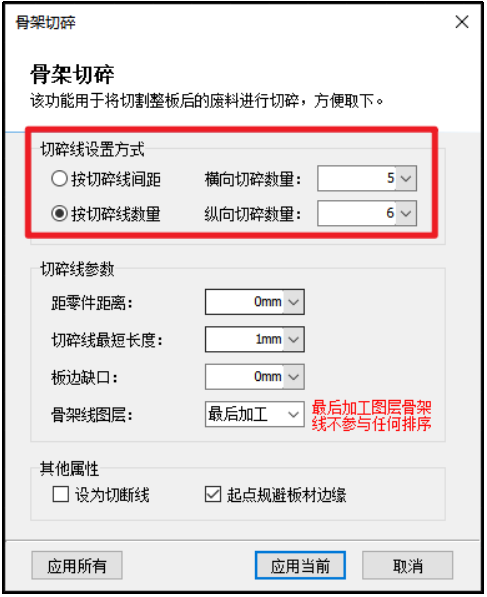
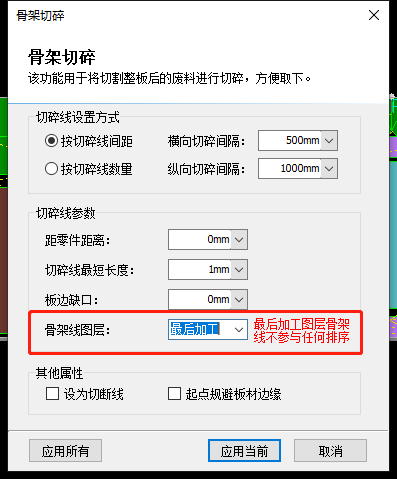
2.骨架切碎线设置交互优化
通过间距或数量设置骨架切碎线参数,清晰明了。
3.新增区域自动切碎线功能
支持分区域设置不同参数骨架线。
先设置好一组骨架切碎线的参数,后单次或多次框选对应范围,再设置另一组参数并框选范围即可。
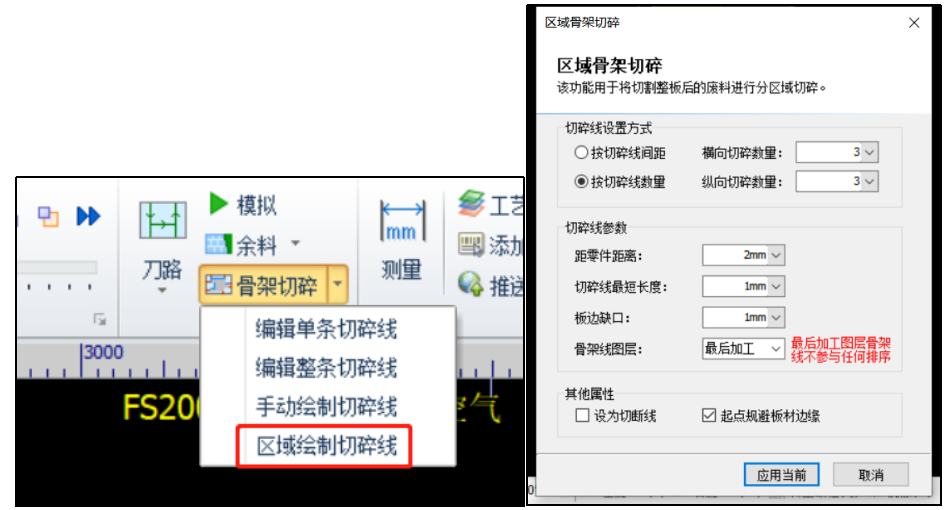
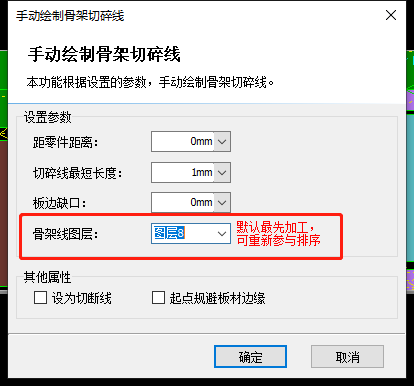
4.支持配置切碎线图层
手动、自动骨架切碎线默认为最后加工图层,不参与任何排序。
支持重新配置为图层1-14,此时默认最先加工,也可以设置高级参数使其重新参与排序。

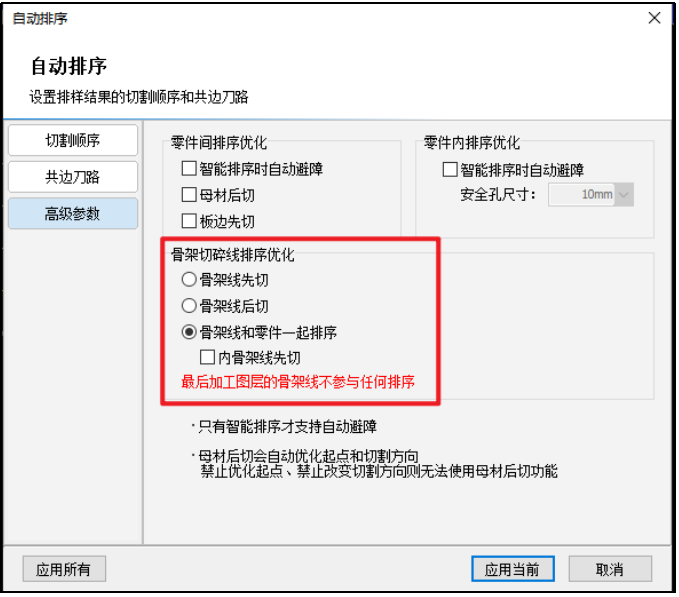
5.支持切碎线参与自动排序
自动排序-高级参数界面,支持设置骨架切碎线和零件一起参与排序、交错切割。
如果勾选内骨架线先切,同一直线上连接零件的骨架线会先于连接板材的骨架线切割。
需要注意,共边组仍然是一个整体,骨架线暂时不会插入其中进行切割。
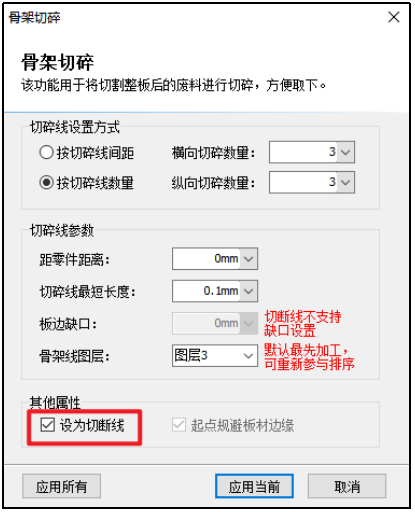
6.支持设置切碎线以切断线形式加工
支持以切断线形式加工骨架切碎线。勾选“设为切断线”后,起点自动规避板材边缘(从板内侧起刀),切割延伸出板,保证骨架完全切断。
7.允许更改贴边刀路的加工形式
贴边功能三角下拉新增选项“自动从板材引入,延伸出板”,勾选后导出加工文件,以切断线形式加工贴边刀路。
取消勾选“自动从板材引入,延伸出板”后导出加工文件,切割软件不会以切断线形式加工。

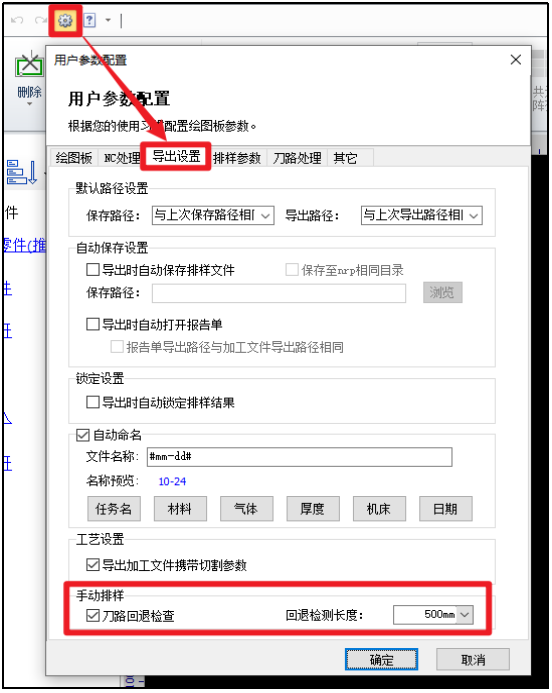
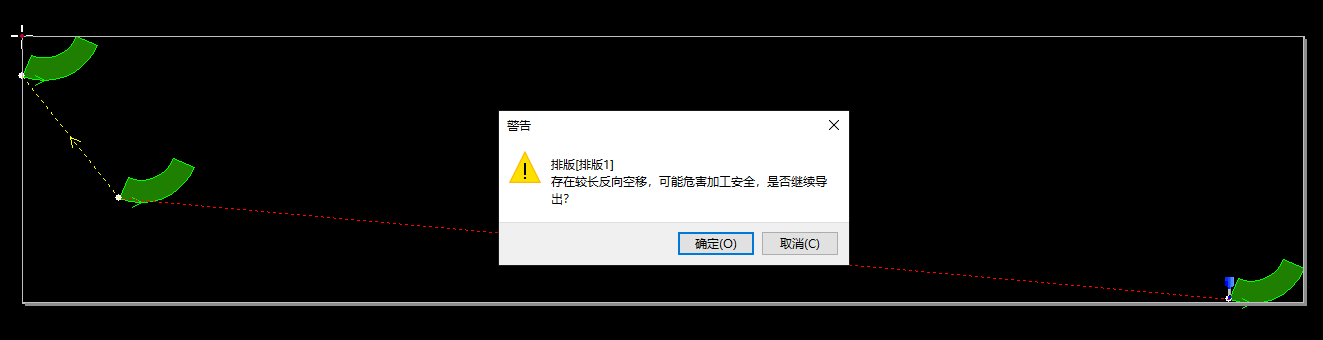
8.新增刀路回退检测功能
为避免不合理排序引发的安全事故,用户参数配置-导出设置新增“刀路回退检查”,勾选后可在导出加工文件(nrp/nrp2/Lxds)时检查负方向空移,超出设置数值则会弹窗提示并用红色标记不合理空移。
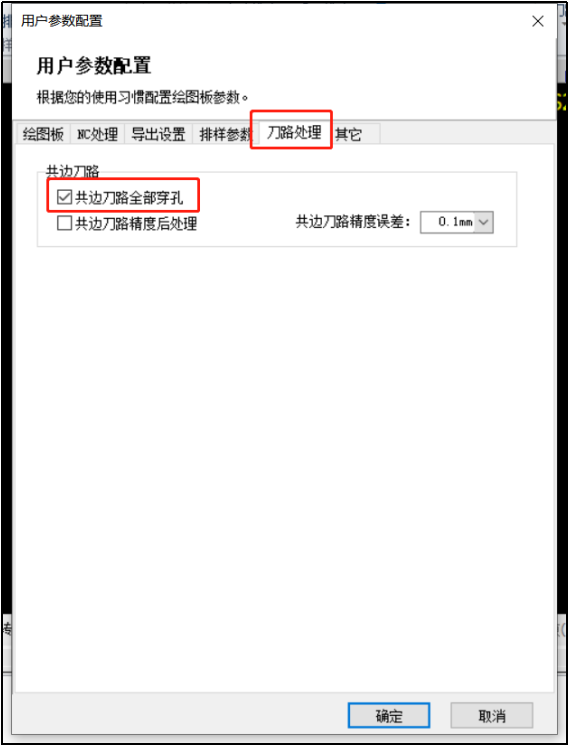
9.支持配置共边刀路是否全部穿孔
用户参数配置-刀路处理-共边刀路中新增选项“共边刀路全部穿孔”,勾选后生成的共边刀路割缝起刀处全部穿孔。
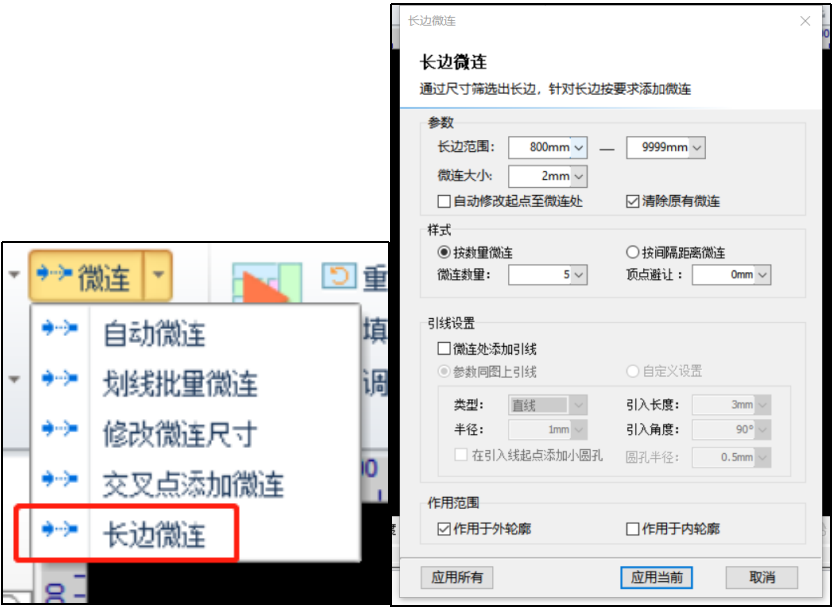
1.新增长边微连功能
新增长边微连功能,可以通过筛选边长范围,仅对符合要求的长边批量添加微连。
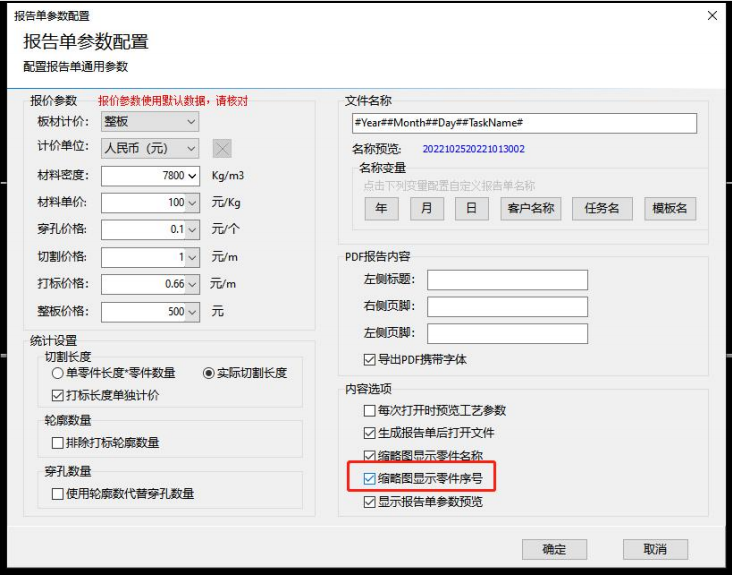
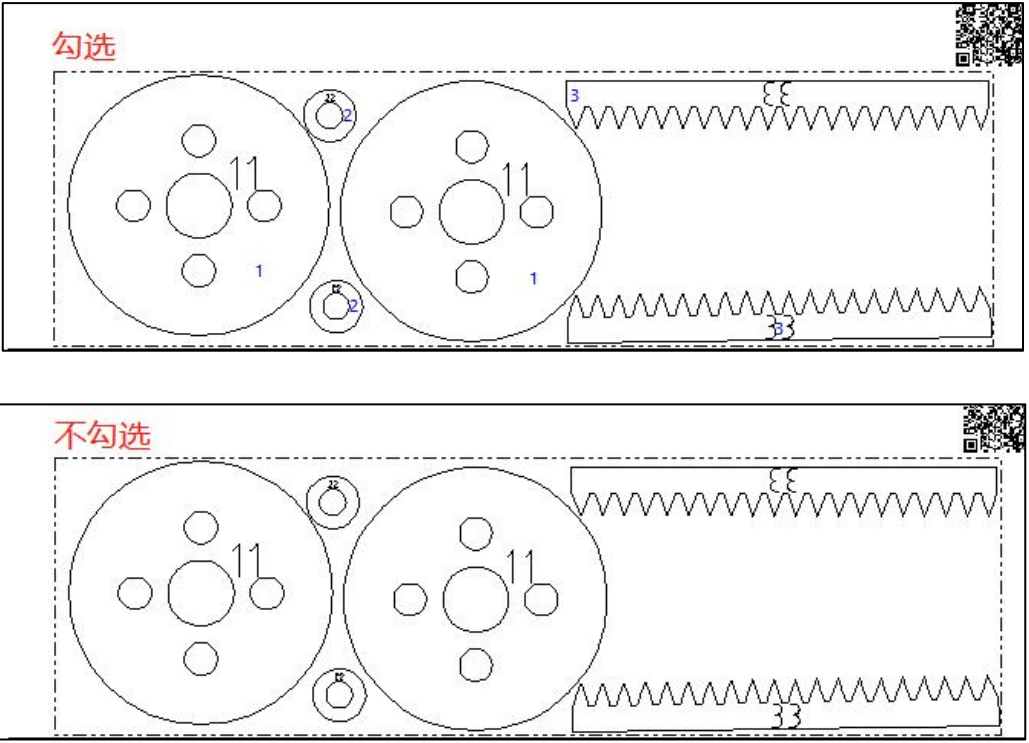
1.支持配置是否显示零件序号
有些规范图纸本身带有零件序号,通常以不加工文字标识的形式显示在缩略图上,可能会和报告单中软件自动生成的零件序号混淆。
通用报告参数配置新增勾选项“缩略图显示零件序号”,取消勾选后则不显示软件自动生成的零件序号。
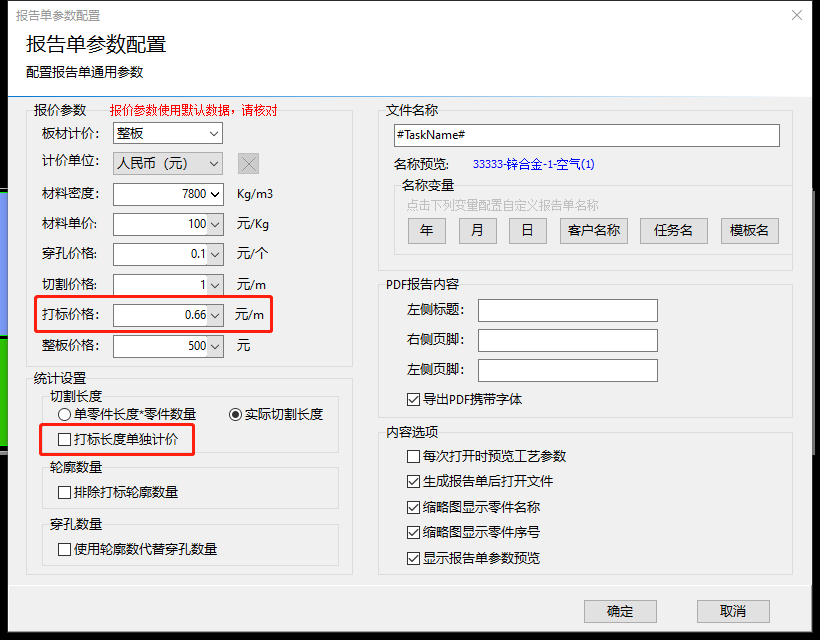
2.报价单新增打标费用相关明细
报告单参数配置-报价参数中,新增“打标单价”,统计设置中支持“打标长度单独计价”。
勾选“打标长度单独计价”,则打标长度、价格会被单独统计,不勾选则计入切割长度一起报价。
Excel报告单和自定义报告单均支持该功能。
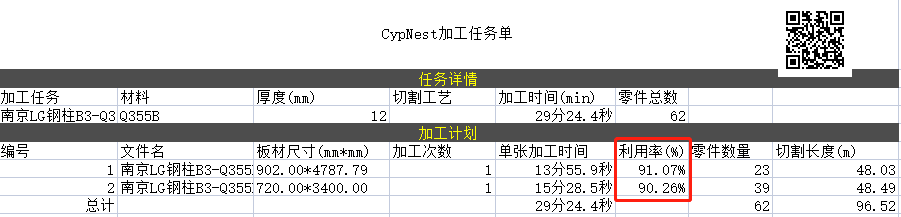
3.报价单新增板材平均利用率
自定义报价单、Excel报告单中新增所有板材平均利用率。

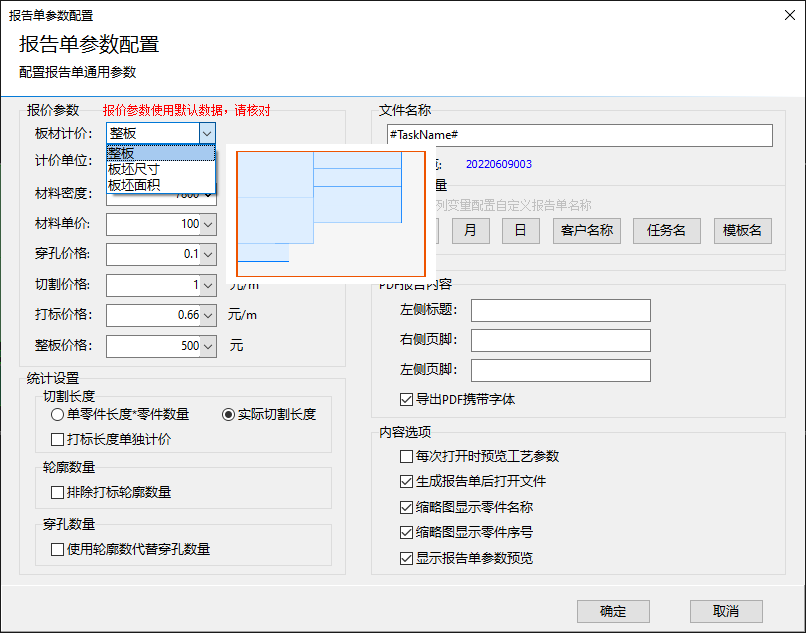
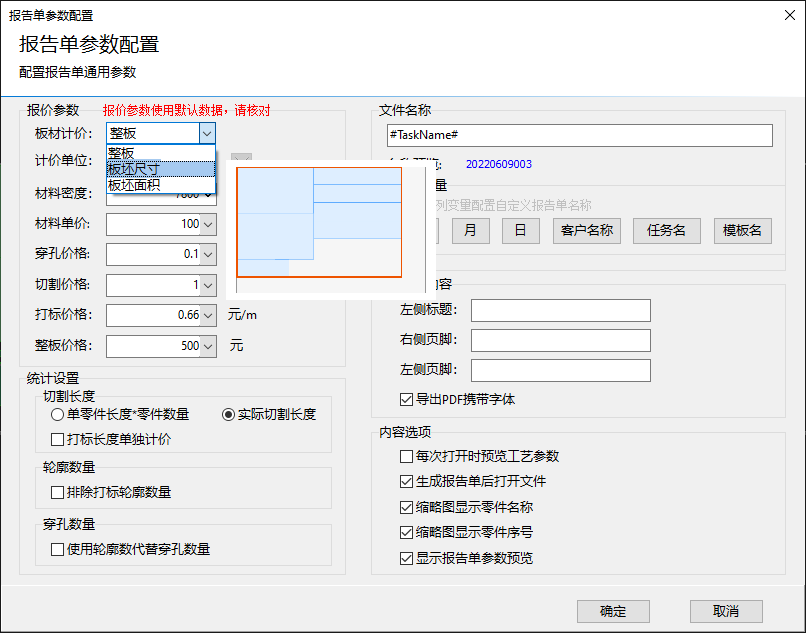
4.新增板材计价方式示意图
报告单参数配置中有三种板材计价方式:整板/板坯尺寸/板坯面积,新增示意图以便理解(红框表示计入材料费用的面积)。
整板:无论已排部分大小,均按照整张板材计入材料费用。
板坯尺寸:按照已排部分最小包围矩形计入材料费用。
板坯面积:按照已排部分实际大小计入材料费用。

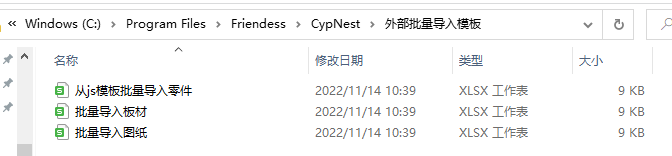
1.通过Excel模板批量导入时,支持识别中文表头Excel模板
路径“C:\Program Files\Friendess\CypNest\外部批量导入模板”下,新增中文表头Excel模板,可使用该路径下的模板进行批量导入操作。
2.通过Excel模板批量导入时,文件格式支持dwg
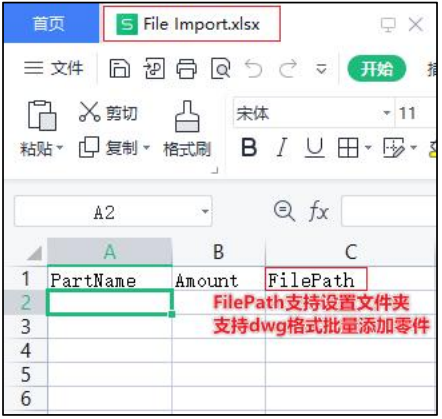
路径“C:\Program Files\Friendess\CypNest\BatchImport”下,“DXF Import”模板改名为“File Import”,表头“DXFFilePath” 改名为“FilePath”;
无论文件是dxf还是dwg(可以混在同一张表中),都可以通过Excel中给定路径读取。
不影响旧模板的使用。
3.通过Excel模板批量导入时,文件路径支持文件夹
使用“File Import/批量导入图纸”模板(原“DXF Import”模板)导入图纸时,“文件路径/FilePath”(原“DXFFilePath” )列填入路径支持设置为文件夹。
如果在该文件夹路径下搜索到零件名称对应的dxf/dwg/lxds/lxd格式文件,将去读取相应图纸;如果没有搜索到相关文件则会在绘图日志中给出提示。
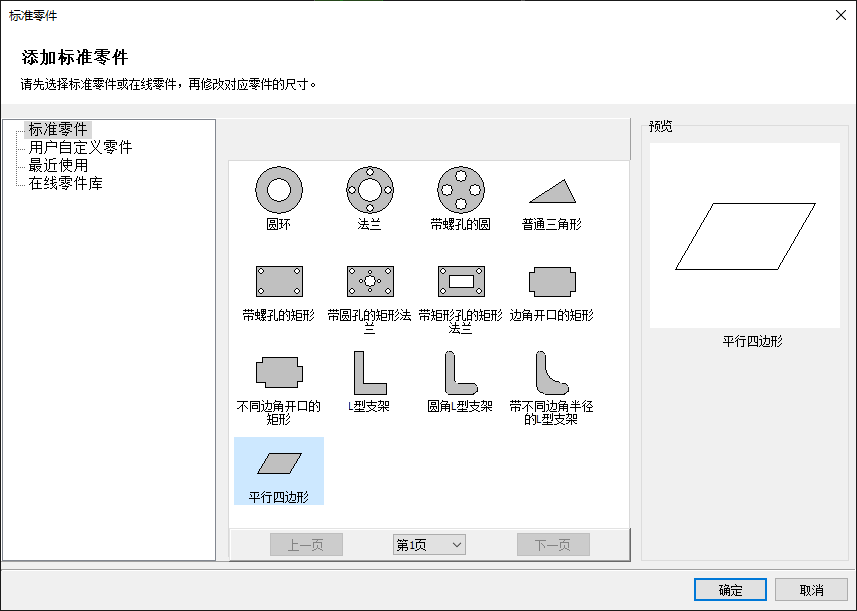
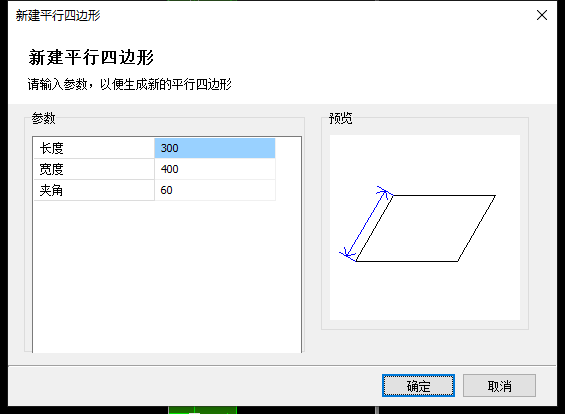
4.标准零件中新增平行四边形模板
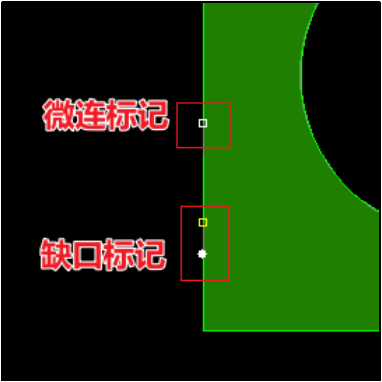
5.新增缺口标记显示功能
显示下拉,勾选“显示缺口标记”,缺口处会有黄色小方框标记。
注意区分微连标记和缺口标记,形状相同颜色不同。

6.支持配置导出时是否携带切割参数
如果切割参数在排样软件中预设完成,可以勾选“导出加工文件携带切割参数”,那么加工时会优先使用文件本身携带的的切割参数。
如果机床切割参数都已在本地调试妥当,希望优先使用本机自带切割参数,不勾选该选项即可。
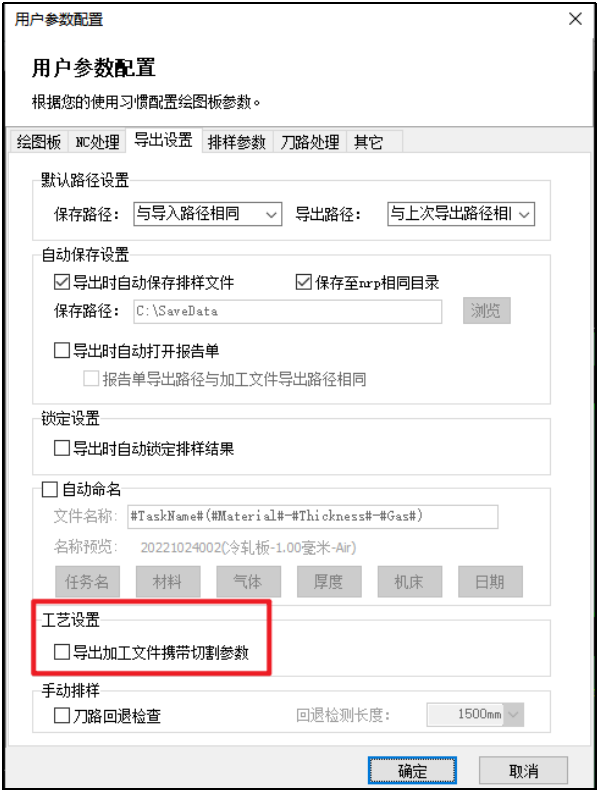
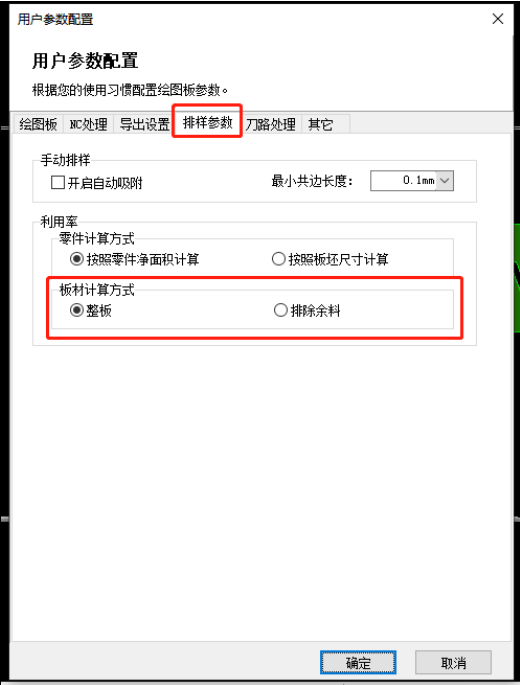
7.支持配置板材利用率是否排除余料
用户参数配置-排样参数-利用率中,可以选择是否需要先排除余料板材再计算利用率。
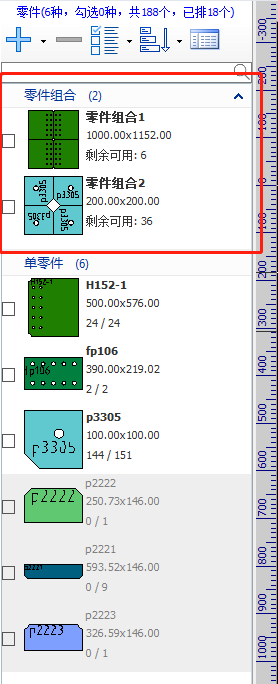
8.零件组合交互优化
零件组合列表移至左侧零件栏,实时显示剩余可用数量。
9.零件/排版列表的排序交互优化
零件/排版列表,摁住零件/排版的同时拖拽光标,可以更改零件/排版排列的顺序。
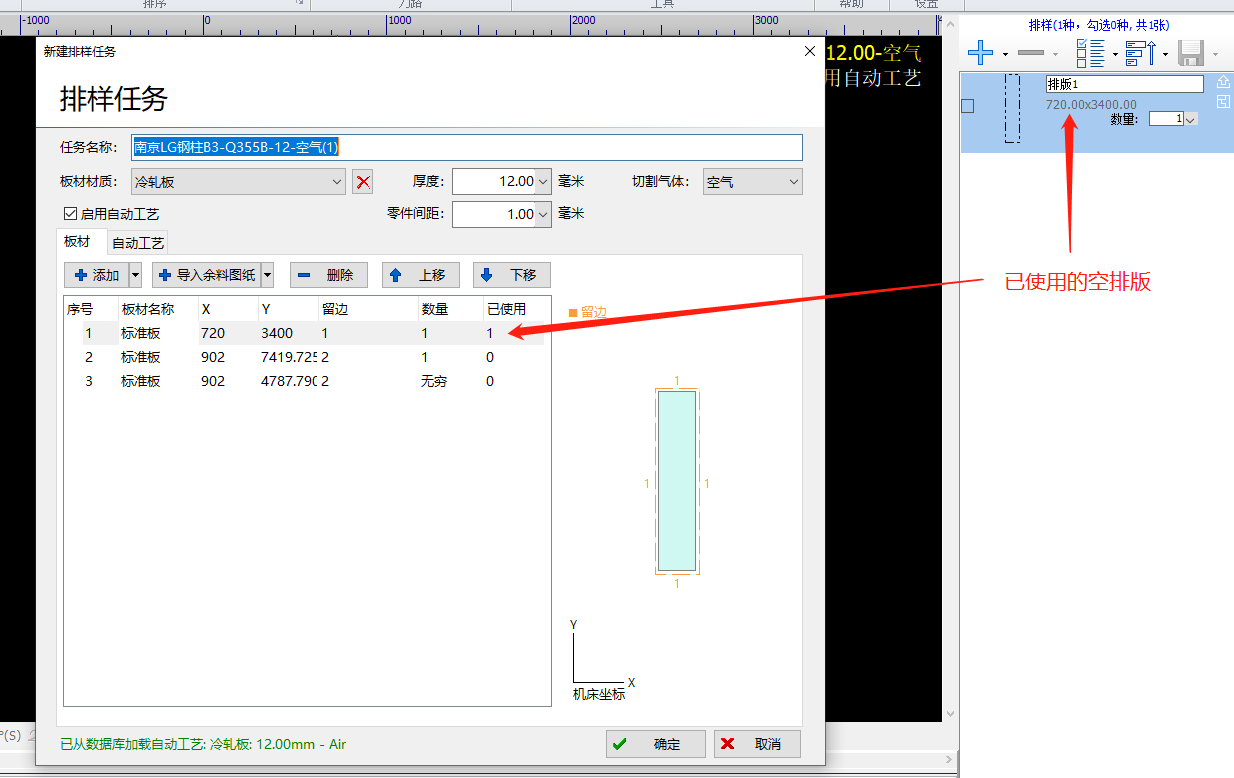
10.删除空板材交互优化
板材管理界面,可以直接删除已使用但未排入任何零件的空排版。
11.提高零件标识中轮廓避让上限
将文字标识中轮廓避让上限提高到999mm。

12.手动排样吸附半径修改交互优化
手动共边排样到某些难以正确吸附的特定位置时,按住X键可以自动缩小吸附半径为设置值的1/2;松开X键即可恢复原始吸附半径。
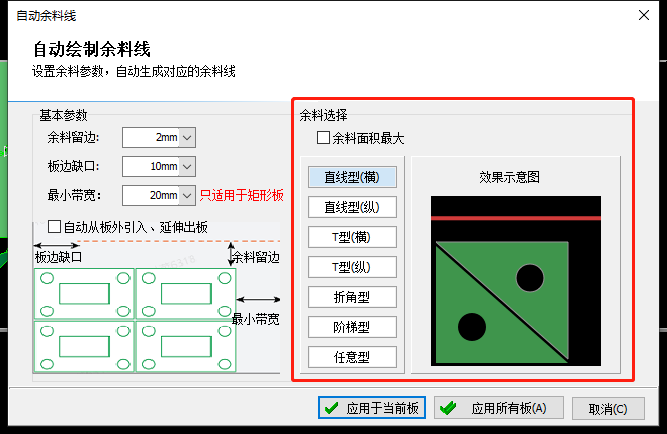
13.自动余料线参数设置优化
自动判断零件集中方向,新增“余料面积最大”选项,勾选后自动计算并选择余料面积更大的方向。
如果想要沿特定方向添加余料线,取消勾选仍然可以手动选择。

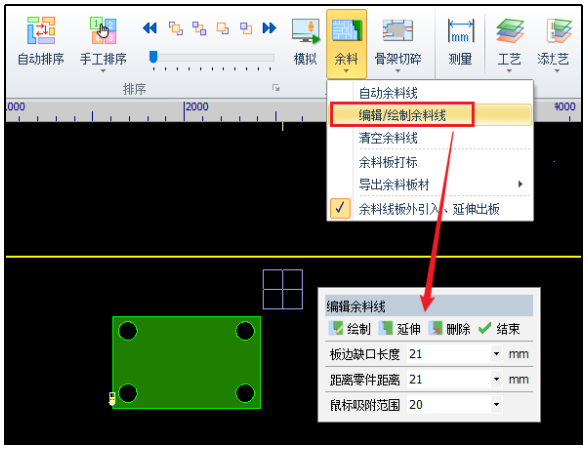
14.手动编辑余料线交互优化
手动绘制余料线时,难以精确控制余料线和零件、板边的距离,可能导致零件被切坏或者板材切不断。
可以通过编辑/绘制余料线功能,提前预设“距离零件距离”和“板边缺口长度”,通过关键点吸附绘制出精准的手动余料线。